
焊缝检测超声波探伤案例分析
在进行桥梁板材对接焊缝超声波检测中总会遇到一些奇怪的现象。本文将以清晰明了的思路分析给你带来一个关于焊缝检测超声波探伤案例分析。
1案例概述
在进行桥梁板材对接焊缝超声波检测中总会遇到一些奇怪的现象。
在检测材质Q345qD板厚40mm带余高对接焊缝采用63度探头二次波反射时总是发现距表面以下熔合线以外热影响区位置有不同长度的连续超标反射回波,德图烟气分析仪波幅大小不一有的达到判废。
对于这种反射波按常规判断很容易评定为未熔合或母材缺陷。
当拍打焊缝表面波幅无明显变化但按着探头打磨有信号部位焊缝上余高时波幅逐渐降低至消失。
2为什么产生此假缺陷信号且打磨后消失?
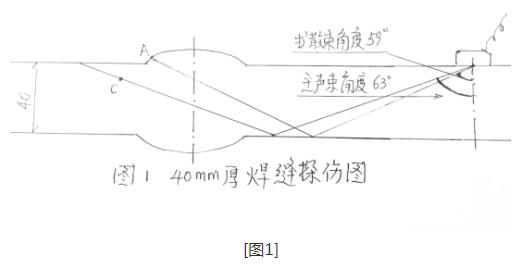
这是因为当焊缝存在余高时,时代布氏硬度计探头前后移动(如图1示)A点可能不利于主轴线声束反射 但却与下扩散角范围内的某部分声束垂直产生了较高的反射回波所以经打磨焊缝余高A点部位缺陷信号就消失了。
3为什么产生此假缺陷信号深度在表面以下?
这是因为你用63度斜探头探伤时,仪器显示的是63度声束轴线的声程来计算的缺陷位置但出现这种假缺陷信号时是声束下扩散角某一范围的声束反射此范围的角度明显小于声束轴线角度。
如果所得回波再用声束轴线角度计算显然是错误的。
(如图1示)在A点发现缺陷信号假设此时下扩散角声束某一角度为59度反射大。
此时信号实际走的深度为h=80mm声程为s=80/cos59=153.8mm。
仪器显示的是按63度计算的深度为h1=s*cos63=69.8mm所以指示深度比A点的实际深度小了10.2mm把此信号误认为表面以下的C点。
结论:
1. 通过试验表明这种情况随着探头角度及板厚增加回波深度指示减小。
2. 这种信号产生及反射量大小主要取决于下扩散波在余高上有效反射面的大小、方向、形状。
3.遇到这种情况都要慎重对待观察焊缝外形、更换探头、双面双侧检测、必要时打磨焊缝余高,风速仪避免造成误判。
本文作者:宋华忠
相关推荐:
-
- 数字超声波探伤仪PXUT-300
- 数字超声波探伤仪PXUT-310
- 数字超声波探伤仪PXUT-330N
- 数字超声波探伤仪PXUT-320N
- 数字超声波探伤仪PXUT-F3
- 数字超声波探伤仪PXUT-350N
- 高频超声波探伤仪PXUT-T6
- 全数字智能超声波探伤仪PXUT-360B+
- 超声波探伤仪PXUT-3300+
- 全数字智能超声波探伤仪PXUT-390
- 相控阵超声探伤仪PXUT-960
- 支柱瓷绝缘子及瓷套专用超声波检测仪PXUT-E310
- 数字超声波探伤仪PXUT-260C
- 全数字智能超声波探伤仪PXUT-260B+
- 掌上式数字超声波探伤PXUT-T2
- 全数字智能超声波探伤仪PXUT-T3
- 全数字智能超声波探伤仪PXUT-U2
- 全数字智能超声波探伤仪PXUT-F1
- 全数字智能超声波探伤仪PXUT-27A
- 超声波TOFD检测仪PXUT-900
- 便携式超声波TOFD检测仪PXUT-910
- 便携式超声波TOFD探伤仪PXUT-920PLUS
- 便携式超声波TOFD探伤仪PXUT-920
- M系列扫查架MH-AL4-300
- 超声波探伤仪PXUT-350
- 全数字智能超声波探伤仪PXUT-300c型
- 全数字智能超声波探伤仪PXUT-320C
- 数字超声波探伤仪PXUT-350plus
- 全数字智能超声波探伤仪PXUT-350B+
- 数字超声波探伤仪PXUT-350Bplus
