
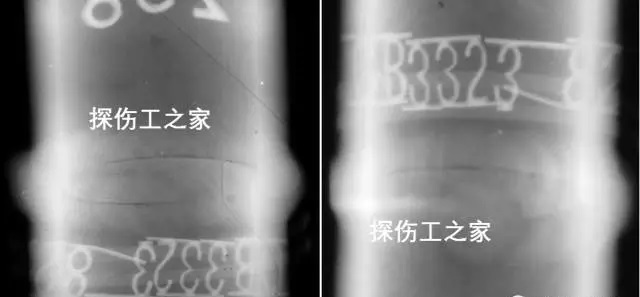
焊缝未焊透未熔合缺陷的射线影像
未焊透(未熔合)缺陷
1、 特征与分布状态
在X形对接焊缝中未焊透缺陷常发生在坡口顶处和焊缝边缘部位剖开后观察,水下超声波测厚仪缺陷一般呈条状或带状分布表面不规则坡口顶处未焊透缺陷内部有焊瘤和氧化夹杂物边缘未焊透缺陷则单一的暗色条状或带状无明显的焊瘤和氧化夹杂物。在V形对接焊缝中未焊透缺陷常发生在坡口边缘部位。缺陷处有一层淡淡的氧化膜。填角接头焊接、搭接焊缝、丁字接头焊缝等未焊透缺陷常发生在焊接部位顶角处缺陷呈不规则的孔洞内部有焊瘤和氧化夹杂物。不开坡口的焊缝在单面焊接中未焊透缺陷常发生在焊接工件的底部边缘缺陷呈槽状表面凹凸不平。
2、 射线影像特征
母材与焊缝之间有一个充满金属氧化物和非金属氧化物形状不规则的缝隙或孔洞。射线在未焊透缺陷部位的通过量将大于含头部位的通过量因此在射线底片上将出现不同的感光度,时代超声波探伤仪感光度大的未焊透缺陷部位在射线底片上呈暗色图像。应该注意的是:由于未焊透的缝隙中的氧化物密度不同缺陷图像的暗淡程度也会发生很大变化。若缝隙中充填着密度小的非金属氧化物或者无充填物在底片上则显出颜色较深的缺陷图像。焊接生产中未焊透缺陷种类很多无损检测工艺中常把未焊透缺陷按它在焊缝内的分布状况进行分类一般可分为:根部未焊透(单面焊根部未熔合)、坡口未焊透(坡口未熔合)、层间未焊透(层间未熔合)。未焊透与未熔合在焊接工艺中均属于一种焊接缺陷而在无损检测分类为未焊透和未熔合两种评定缺陷标准。
3、 形成原因
(1)焊接接头的坡口及被焊工件装配不正确间距过小钝边过大两工件接合处坡口的钝边尺寸不一等或者V形、X形的焊接边缘不齐;
(2)焊接电弧的电流和电压不足;
(3)焊接速度过大;
(4)母材金属未充分预热而焊条过早的熔化;
(5)焊接部位有铁锈、油污、熔渣、氧化铁皮等脏物阻碍母材金属边缘很好的熔化;
(6)焊接过程中焊条倾斜角不正确熔池偏离母材金属一边致使另一边受热不均匀;
(7)磁性偏吹:焊接时产生电弧的电流所形成的磁场,烟气分析仪反过来作用与电弧并使电弧向焊道中磁场强度弱的部位偏离这样偏离会使焊道加热不均匀。
相关推荐:
上一篇:铁路机车零、部件无损探伤规则
下一篇:X射线对未焊透与未熔合的焊缝检测
-
- 数字超声波探伤仪PXUT-300
- 数字超声波探伤仪PXUT-310
- 数字超声波探伤仪PXUT-330N
- 数字超声波探伤仪PXUT-320N
- 数字超声波探伤仪PXUT-F3
- 数字超声波探伤仪PXUT-350N
- 高频超声波探伤仪PXUT-T6
- 全数字智能超声波探伤仪PXUT-360B+
- 超声波探伤仪PXUT-3300+
- 全数字智能超声波探伤仪PXUT-390
- 相控阵超声探伤仪PXUT-960
- 支柱瓷绝缘子及瓷套专用超声波检测仪PXUT-E310
- 数字超声波探伤仪PXUT-260C
- 全数字智能超声波探伤仪PXUT-260B+
- 掌上式数字超声波探伤PXUT-T2
- 全数字智能超声波探伤仪PXUT-T3
- 全数字智能超声波探伤仪PXUT-U2
- 全数字智能超声波探伤仪PXUT-F1
- 全数字智能超声波探伤仪PXUT-27A
- 超声波TOFD检测仪PXUT-900
- 便携式超声波TOFD检测仪PXUT-910
- 便携式超声波TOFD探伤仪PXUT-920PLUS
- 便携式超声波TOFD探伤仪PXUT-920
- M系列扫查架MH-AL4-300
- 全数字智能超声波探伤仪PXUT-320C
- 超声波探伤仪PXUT-350
- 数字超声波探伤仪PXUT-350Cplus
- 全数字智能超声波探伤仪PXUT-300c型
- 全数字智能超声波探伤仪PXUT-350C
- 全数字智能超声波探伤仪PXUT-350+
